
基本規格與特點
01.工作範圍295×350mm(雙治具標準型)
02. X、Y、Z、切割速度:1 ~100mm/s
03. X、Y、機械重覆精度:±0.02mm
04. X、Y、Z、控制方式:採用工業IPC
05. X、Y、Z、驅動方式:AC伺服馬達
06.操作及數據儲存:PC系統
07.切割精度:±0.1mm
08.主軸轉速:Max.60000rpm
09.主機電壓:220V 1ψ 50 / 60HZ
10.空壓供給:4.5kg/cm2以上
11.電源消耗:3KVA
12.集塵方式:下集塵
13.集塵機電壓:220V(380V)3ψ
14.外型尺寸:W 1470*L 1150*H 1450(mm)
15. PCB硬板,都能切割(一般範圍是0.5~ 5mm)
軟板不能切
特點:
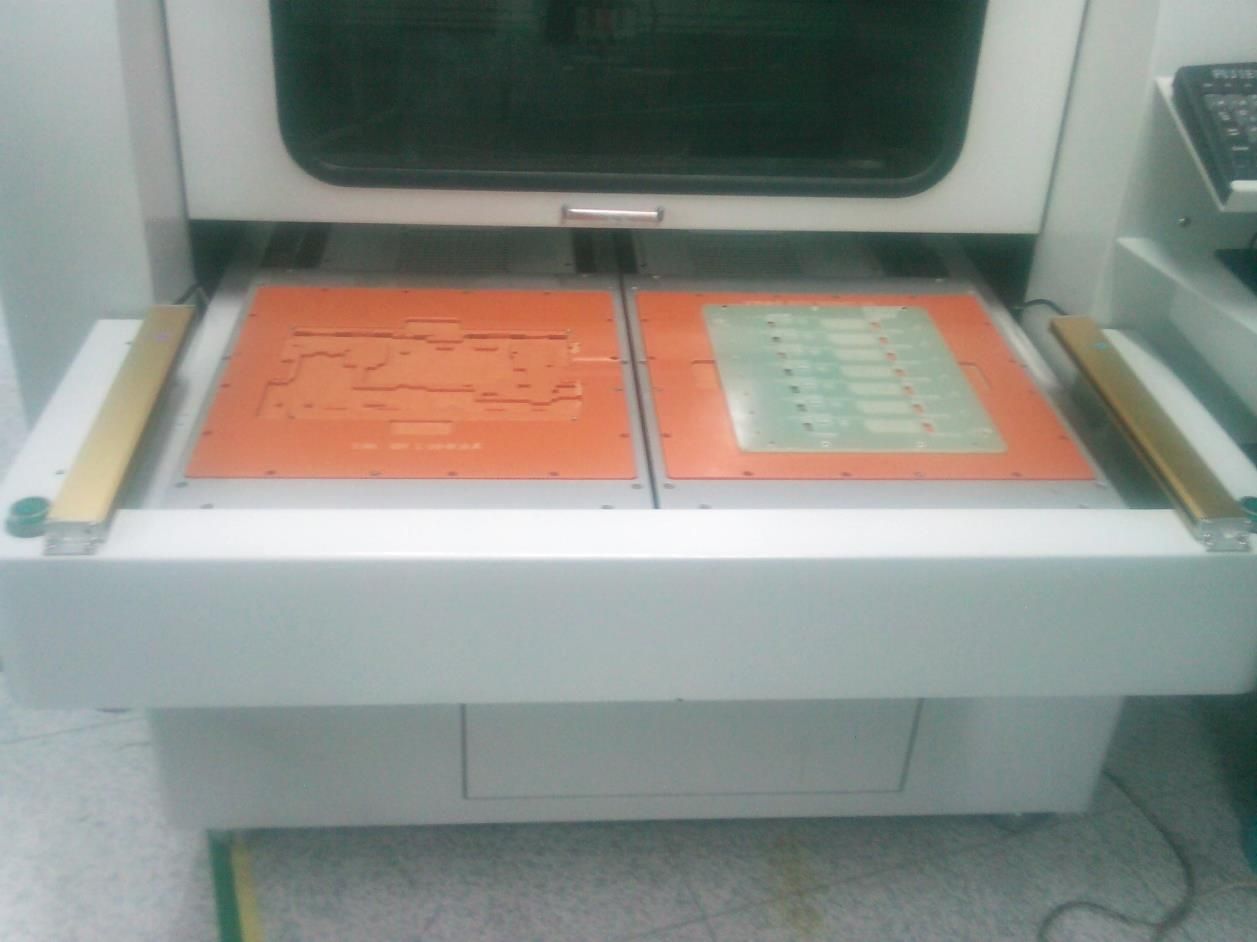
01.兩邊滑臺可同時進出,工作面積加大ㄧ倍
02.集塵方式有多種選擇,下集塵有3/5HP可選擇,也可選擇上集塵
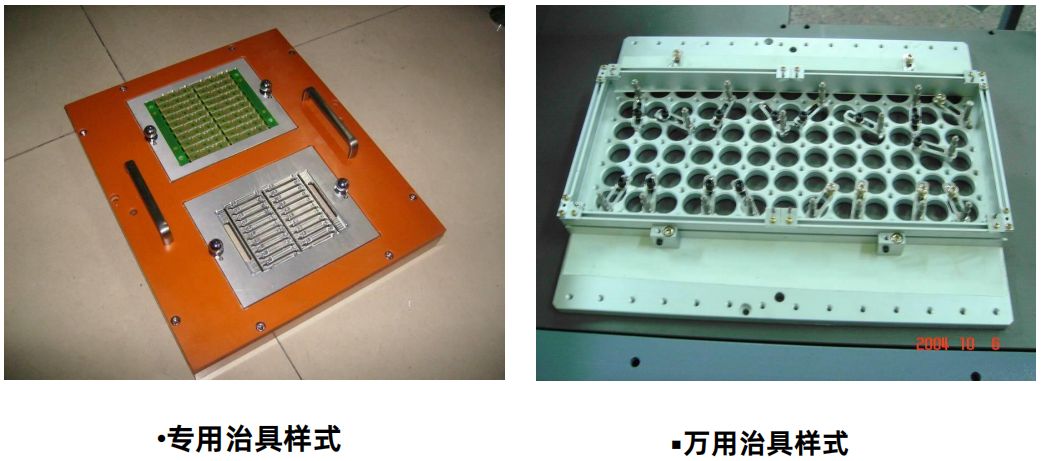
03.治具方式可選擇萬用治具或專用治具,方便性高
04.零件高度超過40mm也可使用
1.主軸間距:Min.70mm.Max.165mm
2.運動螺杆:C5精密級螺杆,導程4mm
3.定位精度:±0.02mm
各型號差異說明
| 型號 | 規格說明 | 工作範圍 | 主機尺寸 | 主機+集塵機重量 | |
| D*N*H | |||||
| 雙治具型 | DS | 標準型 | 285x340mm | 1240*1466*1673mm | 800 KG |
| DL | 加長型 | 285x450mm | 1240*1466*1673mm | 800 KG | |
DW | 加寬型 | 350x450mm | 1390*1471*1673mm | 840 KG | |
| DXL | 特大型 | 500×550mm | 1690*1600*1673mm | 1050 KG | |
| DML | 特長型 | 350x650mm | 1390*1866*1673mm | 1100KG |
選配
主要配件說明
•臺彎研華工業主機
•日本TGK螺杆
•日本THK滑軌滑塊
•日本NSK主軸與主軸馬達
•臺彎合豐伺服驅動
視覺對位系統
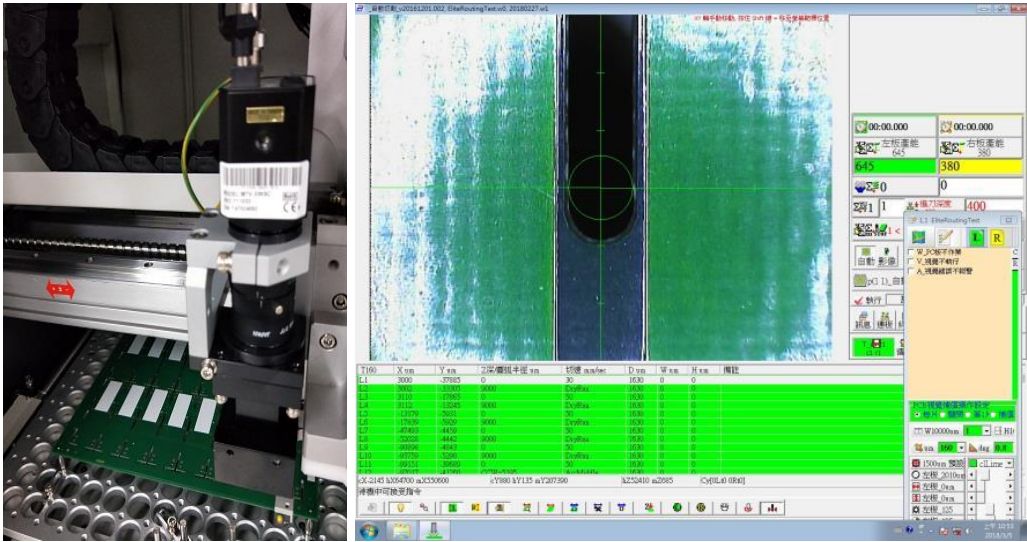
高解析度攝像頭,配合十字線與銑刀直徑示意,程式製作準確方便
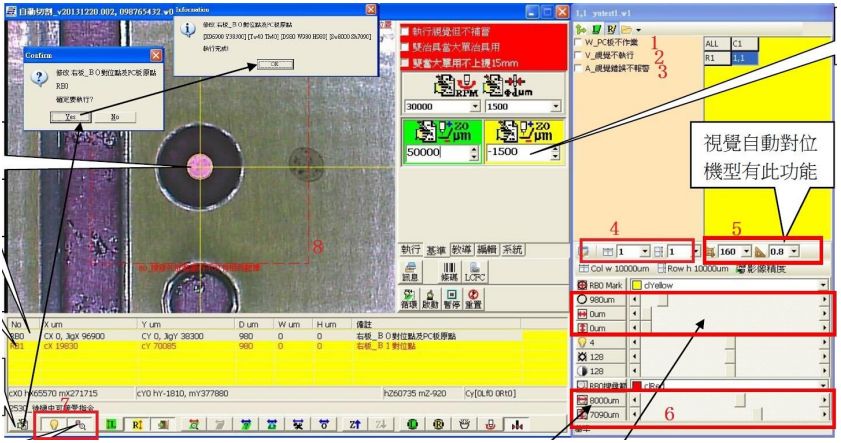
1.單獨控制PCB板作不作業
2.單獨控制PCB板視覺是否執行
3.單獨控制視覺錯誤是否報警
4.視覺連片設定
5.PCB視覺對位角度補償
6.CCD相機對比度調整
7.LED燈源可控制
8.搜索範圍可根據板子公差做調整
圖形比對執行視覺對位
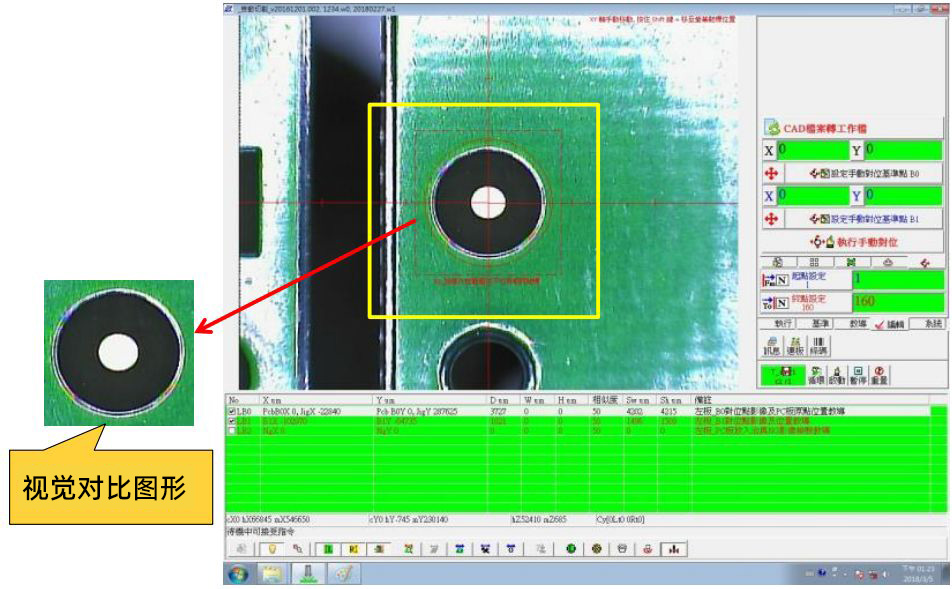
以圖形比對執行視覺對位,無Mark點形狀限制,補償精准不誤判
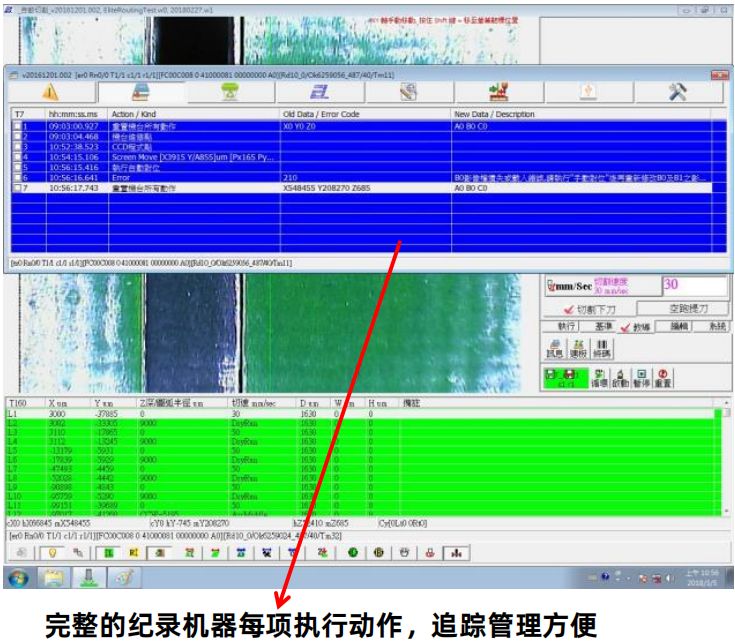
MES系統介面說明

異常報警紀錄
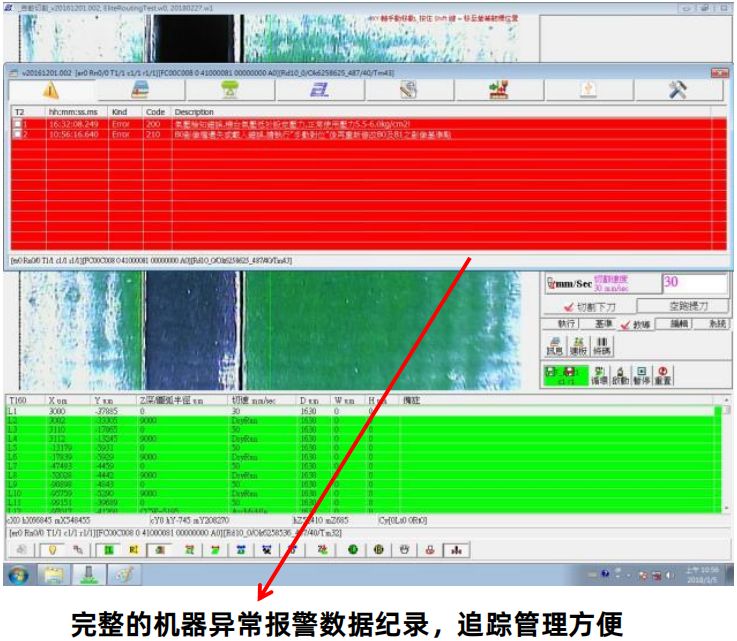
動作執行紀錄
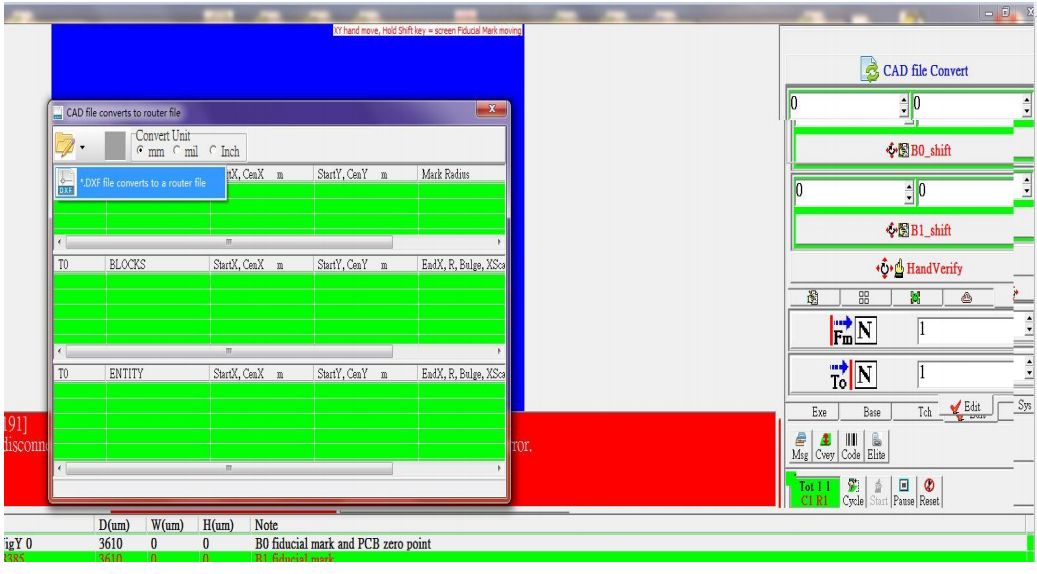
導CAD程式
工作區增加安全光柵
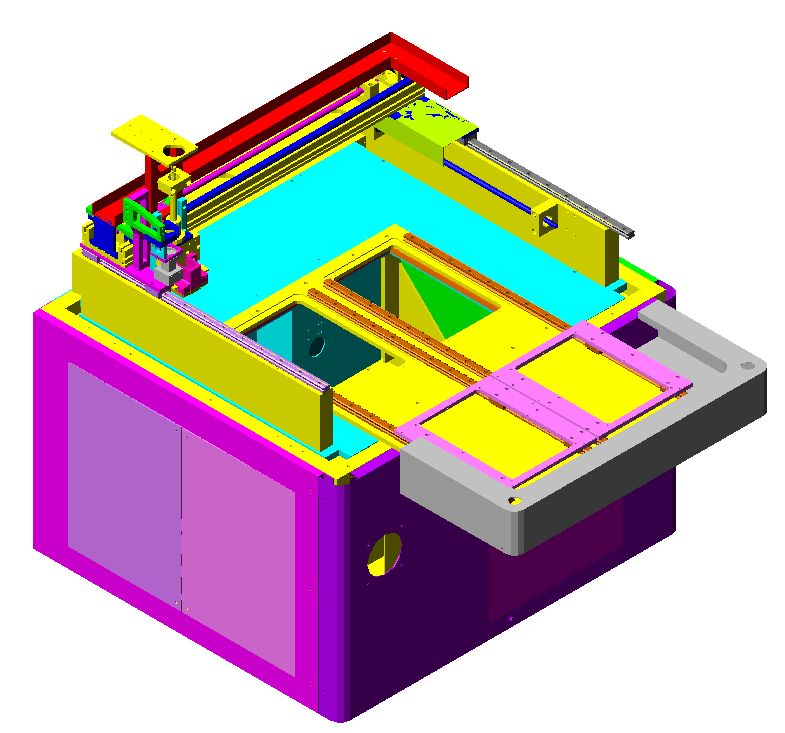
外型尺寸圖
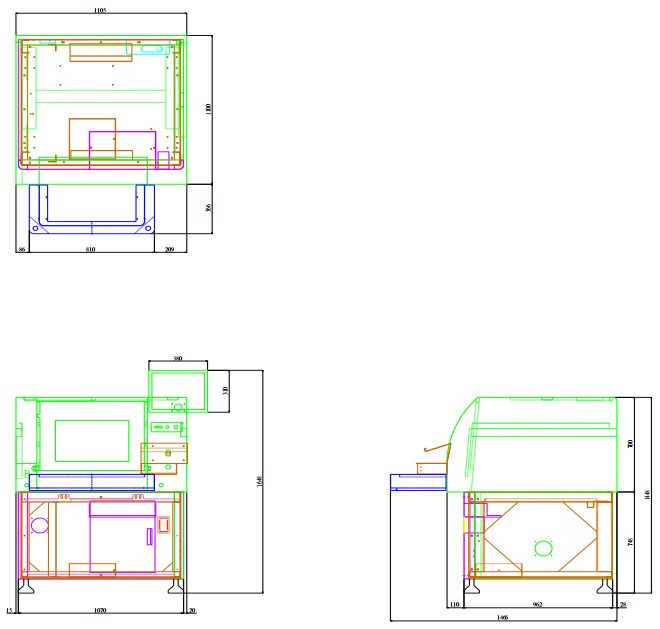
結構立體圖
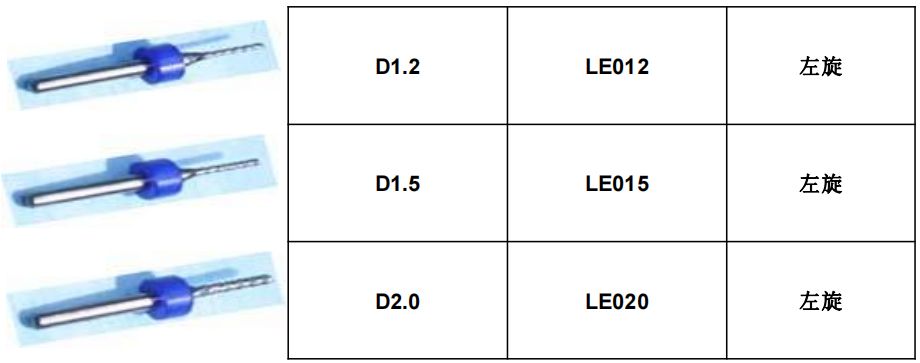
銑刀
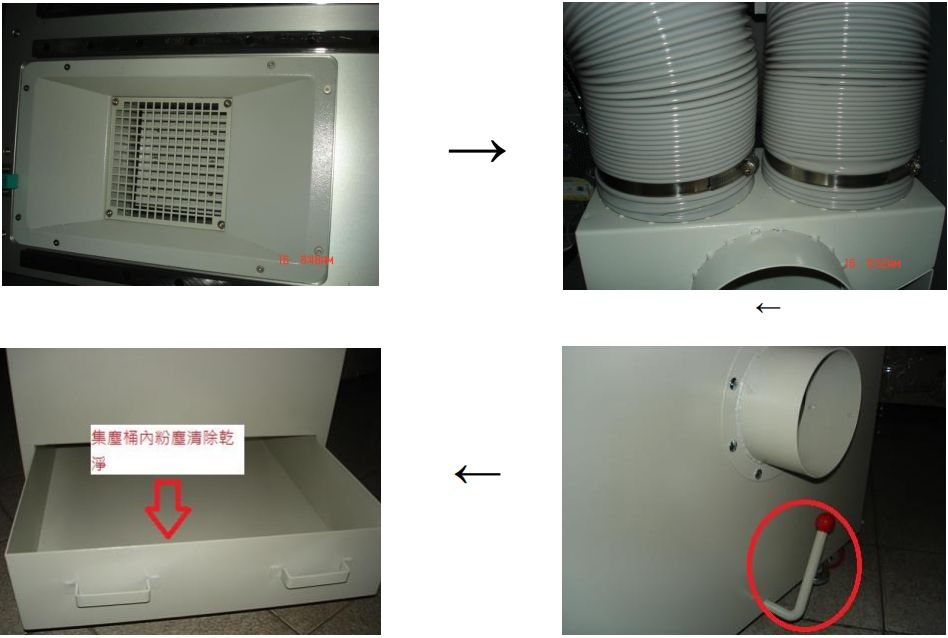
集塵機

集塵示意圖
治具樣式說明
分板機應力CPK
X、Y、A、機械重覆精度:± 0.02mm
切割精度:± 0.1mm
CPK治具
| ER-6000-AT切割機 CPK 數據量測表 | ||||
| 量測專案 | X軸-L | Y軸-L | X軸-R | Y軸-R |
| 規格(Spec.) | 44.10 | 44.15 | 43.73 | 43.77 |
| 樣本(Sam ple N O .) | 量測數值 | |||
| 1 | 44.08 | 44.14 | 43.73 | 43.76 |
| 2 | 44.08 | 44.13 | 43.72 | 43.76 |
| 3 | 44.08 | 44.13 | 43.73 | 43.78 |
| 4 | 44.08 | 44.13 | 43.73 | 43.76 |
| 5 | 44.08 | 44.13 | 43.73 | 43.76 |
| 6 | 44.09 | 4413 | 43.72 | 43.76 |
| 7 | 44.09 | 44.14 | 43.72 | 43.77 |
| 8 | 44.08 | 44.14 | 43.74 | 43.78 |
| 9 | 44.09 | 44.14 | 43.73 | 43.77 |
| 10 | 44.09 | 44.15 | 43.73 | 43.78 |
| 11 | 44.11 | 4416 | 43.7 | 43.78 |
| 12 | 44.10 | 4,414 | 43.73 | 43.78 |
| 13 | 44.11 | 44.15 | 43.73 | 43.77 |
| 14 | 44.11 | 44.16 | 43.73 | 43.78 |
| 15 | 44.10 | 44.14 | 43.73 | 43.78 |
| 16 | 44.11 | 44.16 | 43.74 | 43.78 |
| 17 | 44.10 | 44.15 | 43.73 | 43.78 |
| 18 | 44.10 | 44.15 | 43.73 | 43.78 |
| 19 | 44.11 | 44.16 | 43.73 | 43.77 |
| 20 | 44.11 | 44.16 | 43.73 | 43.78 |
| 21 | 44.12 | 44.16 | 43.74 | 43.78 |
| 22 | 44.11 | 44.16 | 43.74 | 43.78 |
| 23 | 44.11 | 44.17 | 43.74 | 43.78 |
| 24 | 44.12 | 44.17 | 43.73 | 43.78 |
| 25 | 44.12 | 44.16 | 43.74 | 43.78 |
| AVG. | 44.099 | 44.148 | 43.732 | 43.774 |
| Stdev | 0.014 | 0.013 | 0.006 | 0.008 |
| Max. | 44.12 | 44.17 | 43.74 | 43.78 |
| Min. | 44.08 | 44.13 | 43.72 | 43.76 |
| USL | 44.199 | 44.248 | 43.832 | 43.874 |
| LSL | 43.999 | 44.08 | 43.632 | 43.674 |
| CPK | 2.361 | 2.539 | 5.338 | 4.062 |
| CPU | 2.361 | 2.539 | 5.338 | 4.062 |
| CPL | 2.361 | 2.539 | 5.338 | 4.062 |
| Result | OK | OK | OK | OK |
| 量測工縣:數位遊標卡尺(0.01mm)單位:mm 切割公差:±0.1mm | ||||
分板機應力比較說明
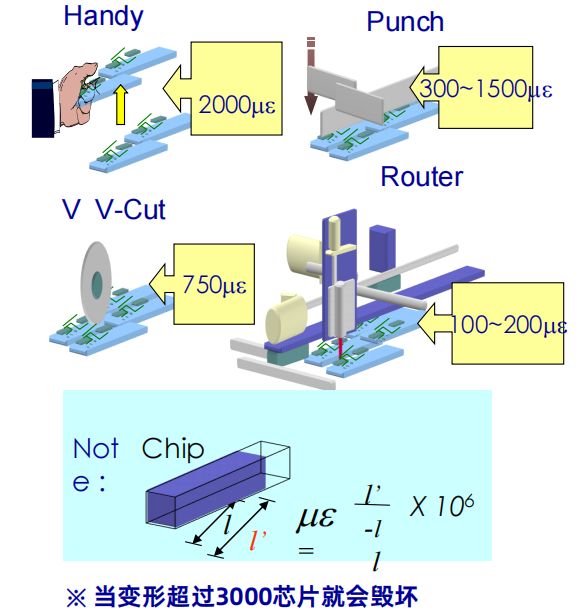
應力測量說明-1
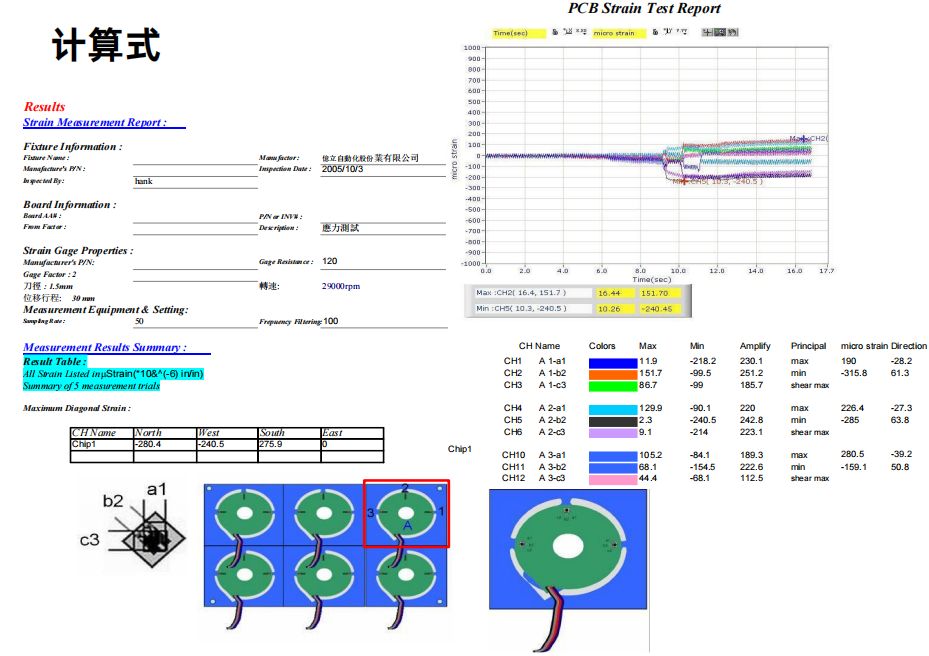
分板機應力量測說明-2
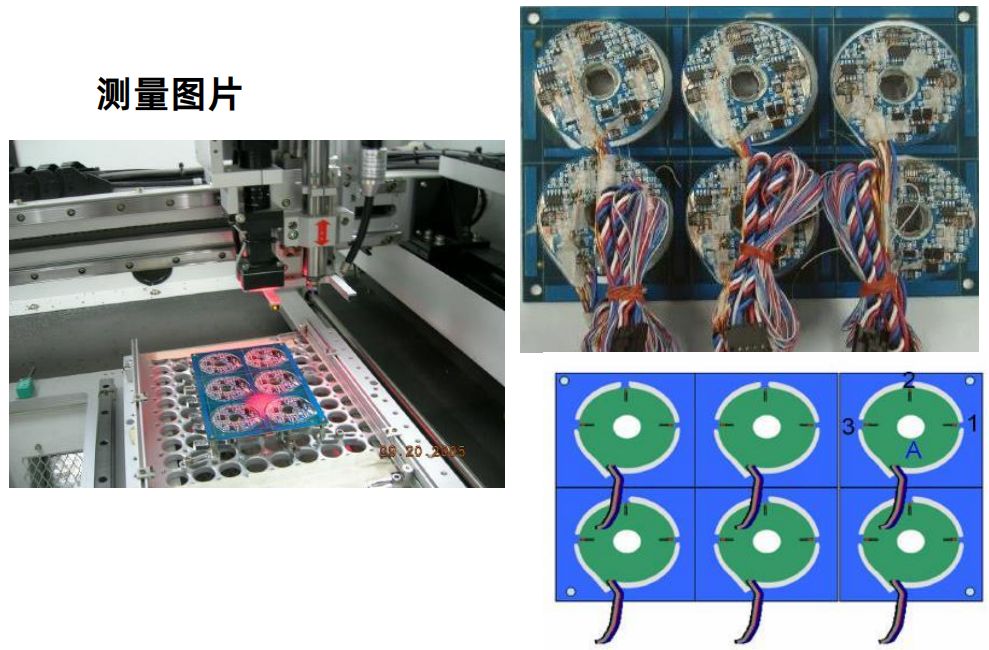
分板機應力量測說明-3
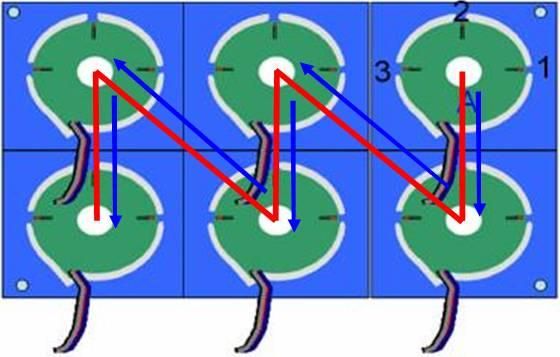
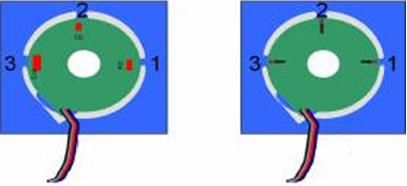
應力量測量測點:1,2,3製作說明及測量方式:
1.先將下圖(一)所示將紅色標示之零件移除。
2.下如圖(二)所示之位置及方向黏貼三軸應變規,並置放12小時以上。
3.進行裁切並記錄應變信號。
製作方式考察說明:
一般作裁切應力量測皆儘量將應變規黏貼於越靠近受力點越好,但有時因考慮PCB的零件分佈現象及可能的受力狀況,所以有時候會採取較遠的黏貼處再以計算方式推算出受力點的實際值,或將理想黏貼處之零件作移除之動作。
以此案而言,若採取第一方案則其偏移黏貼處會較遠而且誤差亦會太大,故採取第二方案將零件移除然後在移除點黏貼應變規,此時雖然會影響裁切時之應力波的傳遞及方向,但就此案而言此裁切之應力應不至於太大而影響到第二排零件,故若移除第一排之零件雖然會影響第二排零件的受力狀況,但不至於會影響測試結果,因為所黏貼之位置是實際反應裁切時的總受力狀況,
故在此會建議採取零件移除的方式較佳。
測量方式:再進行測量時.裁切設備可以一個一個進行裁切,所以單獨進行測量為較準確.測量順序依下圖示示。